


想要探索堆焊耐磨板货源足的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:堆焊耐磨板货源足的图文介绍
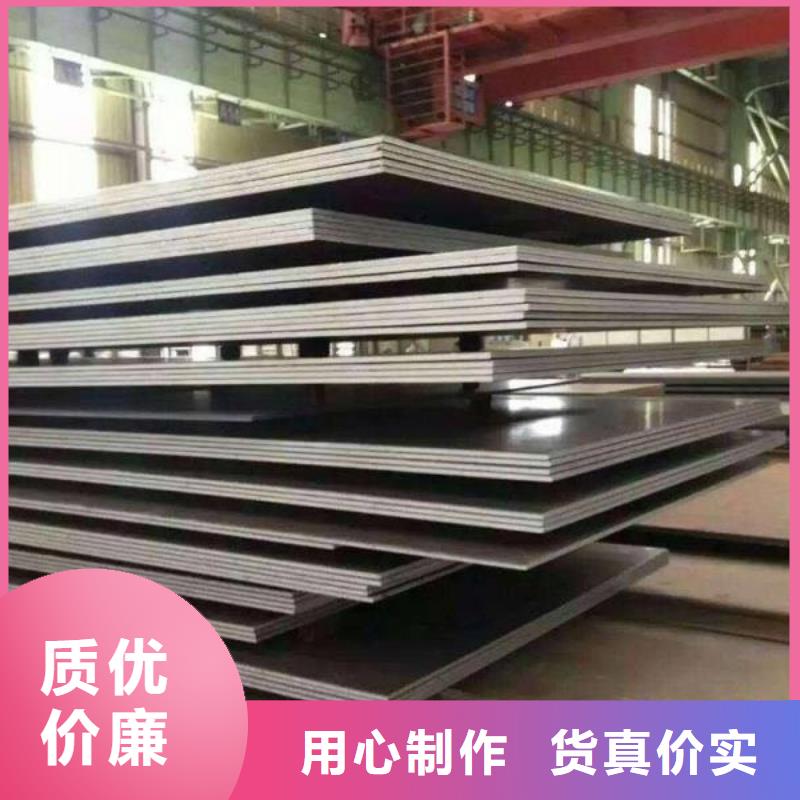
页面所展示的 耐磨钢板产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。



堆焊耐磨板的加工方法
1. 切割:可用等离子切割、碳弧、砂轮锯将堆焊复合耐磨板切割成所需要的形状。 方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2. 弯曲:堆焊复合耐磨板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按小弯曲半径进行。
3. 开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4. 焊接:堆焊复合耐磨板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。堆焊复合耐磨板也可以焊接到其他钢结构上。
5. 塞焊:可用等离子或者碳弧气刨在堆焊复合耐磨板上开孔,通过塞焊的方法与其他钢结构件连接。
6. 螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到堆焊复合耐磨板的母材上,然后与其他工件连接,也可以在堆焊复合耐磨板上开孔,通过螺栓与其他工件连接;
7. 表面加工:堆焊复合耐磨板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。堆焊复合耐磨板不适用表面精度要求高的场合。



复合耐磨板的运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢板来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批耐磨板的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格
在使用冷拉控制复合耐磨板时,要经由试验来确定控制值,而对于预应力耐磨板一定要采用双控方式,采用双控则可以很好地解决这方面的问题。如果耐磨板具有较高的强度,均匀冷拉力低于1%时,冷拉时也要按照1%的冷拉率进行控制。假如冷拉率已经达到了答应值,但是冷拉应力还没有达到控制应力,这种情况下的钢板要降低强度使用。



耐磨板的使用优势
1.提高经济效益:减少停机时间提高设备运转率,提高设备作业率,减少停产检修损失,提高产能,增加效益2.降低生产成本:维修成本,减少磨耗使设备产能降低及耗电增加的损失,减少工人数量,一次投资长期受益,性价比高;
3.改善生产环境:大大降低磨耗破损落料而污染环境,避免跑冒滴露,有利环境保护,有利于厂区清洁;
4.保护工人:减少恶劣环境工作时间,减少高空和狭小空间作业,降低工作强度
5.社会效益显著:大大减少普通钢板材料使用,科技进步带来综合社会效益。
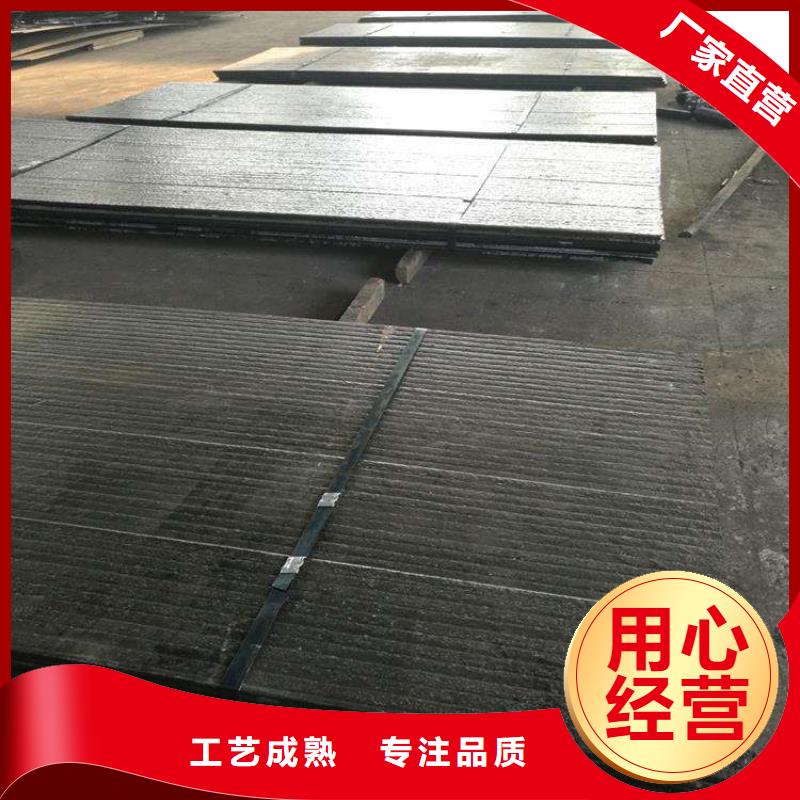
耐磨钢板耐磨层厚度3-12㎜,耐磨层硬度可以达到HRC60-67,耐磨性能是普通钢板的15-20倍以上,是低合金钢板性能5-10倍以上,是高铬铸铁耐磨性能2-5倍以上,耐磨性远远高于喷焊和热喷涂等方法。


堆焊耐磨板空间结构
之后对双拱结构的参数及形状进行了优化,包括布置榀数、双拱的线型及双拱的厚跨比等,考虑荷载、端跨比、跨度及弦杆等因素的影响。同时根据优化的结果,制定了可查询的设计表格,给设计人员提供了初步设计的依据。进一步将堆焊耐磨板双拱结构引入到平板闸门与人字闸门的设计中,并对应用时的参数进行了分析。钢管结构由于其独特的优越性能被广泛应用于空间结构中。
随着多维数控切割技术和钢管结构专用设计软件的发展,钢管构件之间的连接越来越多地采用相贯节点型式。堆焊耐磨板在空间结构中的应用越发广泛。相贯节点在荷载作用下,支管与主管的相贯连接面发生局部变形,从而引起相对位移和转动,无论在弹性或弹塑性阶段都表现出不同于铰接也不同于刚接的特性,这种节点的半刚特性对双金属耐磨板结构的受力、变形及整体稳定性都有显著的影响。


